






پرسش و پاسخ
بازدیدکنندگان محترم پایگاه تخصصی صنایع پلی یورتان ایران می توانند در صفحه پرسش و پاسخ ، پرسش های علمی، فنی و صنعتی خود را مطرح نمایند. IranPU تلاش خواهد کرد در حد توان خود به این پرسش ها پاسخ دهد.
شما عزیزان می توانید پرسش های خود را از طریق فرم ذیل ارسال نمایید.
**********************************************
پرسش: (کمیجانی) ۹۳/۱۲/۰۶
ضمن تشکر ازپاسخ های کامل و به موقع شما عزیزان لطفا پیرو مبحث شیرینگ فوم یخچال بفرمایید که آیا قرار دادن یک نمونه یخچال تولید شده داخل سردخانه(-۱۵درجه سانتی گراد) و کنترل نتایج آن هم می تواند روشی مناسب برای آزمون شیرینگ شدگی باشد ؟
پاسخ ایران پی یو:
بله تست مورد اشاره شما هم تستی هست که در برخی از شرکت ها اجرا می شود. البته این تست می تواند شاهد عملکرد صحیح بسیاری از اجزای یخچال باشد. این تست را در شرکت ارج مشاهده کرده ام.
**********************************************
پرسش: (کمیجانی) ۹۳/۱۱/۱۵
با سلام
ضمن تشکر از مطالب بسیار خوب شما ، میخواستم خواهش کنم اگر جهت تست شیرینک شدگی در یخچال استاندارد بین المللی و یا روش قابل قبولی میشناسید معرفی بفرمایید .
با تشکر
پاسخ ایران پی یو:
قطعا استاندارد های مخصوص برای این روش وجود دارد که باید در فرصت مناسب استخراج و ارائه گردند. اما روشی که به صورت الگوی اصلی در صنایع یخچالسازی مورد استفاده قرار می گیرد بدین شکل است که از فوم آزاد (چرا آزاد؟؟؟؟ نمی دانم) مکعب مستطیلی با ابعاد حدود ۱۰ در ۱۰ در ۱۵ سانتیمتر بریده می شود و پس از آن به شگل قطری این مکعب برش داده می شود. یک بخش از آن در دمای محیط نگهداری شده و بخش دیگر مکعب در دمای حدود منفی ۲۰ تا منفی ۲۵ درجه سانتیگراد به مدت ۲۴ ساعت قرار داده می شود. پس از ۲۴ ساعت دو وجه مکعب مستطیل را روی هم می گذارند که می بایست حدود ۹۵ درصد با هم منطبق باشند. این مورد تستی بود که به صورت تجربی در شرکت های تولید یخچال و فریز مشاهده کرده ام. اما در آینده در مورد این استاندارد بیشتر خواهیم نوشت.
**********************************************
پرسش: (محمدی) ۹۳/۱۱/۱۳
سلام
علت های شرینک فوم پلی یورتان چه هستند و به چه صورت می توان از آن جلو گیری کرد و یا به صورت سریع آن را شناسایی کرد ؟
ممنون
پاسخ ایران پی یو:
شیرینک فوم پلی یورتان، در انواع مختلف فوم های پلی یورتان، دلایل متنوع و گسترده ای می تواند داشته باشد. اما مهمترین دلایل می تواند تنظیم نبودن نسبت صحیح وزنی پلی ال و ایزوسیانات باشد. در کنار این مورد تزریق با وزن پایین تر درون قالب نیز می تواند موجب فروکش کردن محصول فوم پلی یورتان پس از خروج از قالب شود
**********************************************
پرسش: (جمشید) ۹۳/۱۰/۳۰
با عرض سلام و نیز سپاس به خاطر اطلاعات مفیدی که در اختیار ما قرار میدهید.
برای تزریق فوم تیغه های کرکره که بصورت رول فرم تولید میشوند ، دستگاه تزریق فوم کانتینیو با دبی پایین حدودا ۵۰۰ گرم در دقیقه باید بسازیم ، دور میشلاتور برای این کار چقدر باید باشه ، و آیا مهمه که جنس هد از چه فلزی ساخته بشه؟
با سپاس فراوان
پاسخ ایران پی یو:
فوم تیغه های کرکره از نوع فوم ریجید با دانسیته حدود ۴۰ تا ۶۰ کیلوگرم بر مترمکعب است. میکس پلی ال با ایزو سیانات باید به خوبی انجام شود. به نظر ما دور میشیلاتور بین ۲۰۰۰ تا ۴۰۰۰ دور باشد کافی است ولی شما باز با افراد متخصص مشورت کنید. کلا کاتالیست های پلی ال و گاز پفزای درون پلی ال در بلند مدت موجب خوردگی میشیلاتور خواهند شد. بهتر است ضمن استفاده از آلیاژ مناسب آن را با کیفیت بالا آبکاری نمایید.
**********************************************
پرسش: (کبیری) ۹۳/۱۰/۲۴
با عرض سلام و خسته نباشد.
کسی از دوستان اطلاعی در رابطه با ضریب انبساط حرارتی فوم سخت پولی اورتان دارد؟
ممنون میشم اگر بتونید راهنمایی کنید.
پاسخ ایران پی یو:
ضریب انبساط حرارتی فو ها به مواردی از جمله: دانسیته، جنس ماده پلیمری، سطح فوم، مواد دیگر درون فوم و بازه دمایی مورد تحقیق بستگی دارد.
در مورد فوم ریجید پلی یورتان در بازه دمایی منفی ۲۰ تا ۶۰ درجه سانتیگراد در دانسیته های مختلف می توانید ضریب انبساط حرارتی را از نمودار زیر بدست آورید.
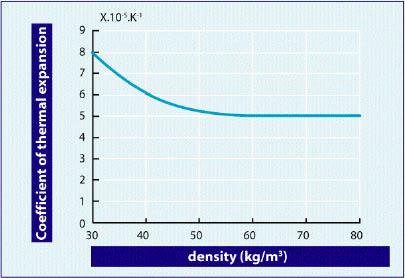
ضریب انبساط حرارتی
**********************************************
پرسش: (مقدم) ۹۳/۱۰/۲۳
سلام،حداقل چگالی مناسب برای استفاده از پلی یوتان به عنوان عایق حرارتی در سقف های ساختمانی چقدر باید باشد؟ با توجه به این که هیچ نیازی به مقاومت فشاری قطعه نداریم!
پاسخ ایران پی یو:
بهترین خواص عایق حرارتی در فوم های سخت (سلول بسته) پلی یورتان مابین دانسیته ۳۳ تا ۴۰ کیلوگرم بر مترمکعب مشاهده می شود. در این حالت با توجه به نسبت سلول های هوا و پلی یورتان، ضریب انتقال حرارتی فوم ریجید در کمینه حالت خود می باشد. (فاکتور k در معادله انتقال حرارت فوریه برابر با ۰٫۰۲) می شود. البته این مورد خیلی بستگی به اندازه سلول های هوای درون فوم و پراکندگی مناسب آن ها در ماتریس پلی یورتانی دارد.
از نظر عایق بودن فوم های یخچالی جواب کار شما را خواهند داد ولی نمی دانم می توانید با سرعت نسبتا بالای این فوم ها فرایند مورد نظرتان را انجام دهید یا نه! اگر پاسخ نه است باید شرکت تامین کننده مواد فوم یخچالی با سرعت های پایین تر و یا بالاتر (با توجه به روش و فرایند تزریق شما) تولید و در اختیارتان قرار دهد.
**********************************************
پرسش: (آقاجانی) ۹۳/۱۰/۲۱
با سلام، آیا چسبندگی بین فوم و آهن وجود دارد یا نه؟
کدام یک از فوم ها برای این کار مناسب ترند؟
با تشکر
پاسخ ایران پی یو:
بله بین فوم پلی یورتان و فلزات چسبندگی وجود دارد. به همین علت در قالب گیری فوم پلی یورتان، جهت جلوگیری از چسبندگی فوم پلی یورتان به قالب از واکس های جداکننده استفاده می شود.
در برخی از انواع فوم پلی یورتان (علی الخصوص فوم های ریجید که برای عایق کاری مورد استفاده قرار می گیرند) تولید کنندگان نیاز به چسبندگی مناسب فوم با فلز دارند. (فوم پلی یورتان مورد استفاده در صنایع یخچال و فریزر، ساندویچ پانل و فوم عایق اسپری پلی یورتان). در این صنایع جهت چسبندگی بهتر باید ورق فلزی تقریبا تا دمای ۴۵ درجه سانتیگراد پیش گرم شده و در برخی مواقع زبری های فیزیکی برروی آن ایجاد گردد.
همچنین باید توجه کرد که تماس فوم با ورق قبل از زمان وقع ژل تایم باشد.
**********************************************
پرسش: (شاهین) ۹۳/۱۰/۱۹
سلام.خسته نباشید.سایت خیلی مفیدی دارین.میخواستم بدونم در دستگاه های پیشرفته فشار بالا امکان خطا وجود داری؟کالیبره هم شده.مثلا امکان تغییر در نسبت پلیول و ایزو هست؟مقلا با شروع کار نسبت ۶۰ باشه و بعد از چند ساعت نسبت کمتر یا بیشتر بشه.آیا دمای ایزو و پلیول اگر در محدوده استاندارد باشد باز هم امکان این خطا وجود داره؟
پاسخ ایران پی یو:
بله امکان خطا در در هر دستگاهی وجود دارد. برای تنظیم دقیق نسبت پلی به ایزو در دستگاه های فشار بالا باید فاکتور وزن مخصوص پلی ال و ایزوسیانات را وارد کنید و وزن مخصوص تابع دما می باشد. پیشنهاد می کنم کلیه تنظیمات دستگاه را در دمای استاندارد ۲۵ درجه سانتیگراد انجام دهید. همچنین در برخی مواقع به دلیل تنظیم نبودن فشار تزریق و یا گرفتگی فیلترهای دستگاه مشکلاتی در تزریق و میکس مناسب مواد حادث می شود. در این مورد باید با بخش پشتیبانی فنی شرکت فروشنده دستگاه در ارتباط باشید.
***********************************************
پرسش: (شاهین) ۹۳/۱۰/۱۶
ممنون میشم در مورد سوالای زیر اطلاعات مفیدی بهم بدین. دما و فشار ایده آل ایزوسیونات،پلیول؟دمای قالب؟دبی خروجی مواد؟
راستی دمای لازم برای پخت خوب مواد و تولید فوم مناسب چقدر هست؟
دلیل ایجاد پوسته و حفره داخلی بر روی فوم چیست؟ممنون میشم کامل توضیح بدین چون ضروریه
میخواستم بدونم منظور از کرم تایم چیست؟
پاسخ ایران پی یو:
دوست عزیز، با توجه به حجم زیاد سوالات، پیشنهاد می کنم از یک کارشناس خبره کمک بگیرید.
ما نیز در حد اجمال به سوالات شما پاسخ می دهیم.
دمای ایده آل پلی ال و ایزوسیانات هنگام تولید فوم سرد (با توجه به برگه اطلاعات فنی مواد) بین ۲۳ تا ۲۸ درجه سانتیگراد است.
فشار ایده آل هنگام تولید فوم سرد (با توجه به برگه اطلاعات فنی مواد) در دستگاه فشار بالا حدود ۱۱۰ تا ۱۳۵ بار می باشد
دمای قالب هنگام تولید فوم سرد (با توجه به برگه اطلاعات فنی مواد) و نوع واکس مصرفی بین ۴۵ تا ۶۰ درجه سانتیگراد است. توجه داشته باشید که اگر شما از واکس جداکننده پایه آب استفاده می کنید بهتر است دمای قالبتان کمی بالاتر باشد.
دبی خروجی مواد را براساس حجم قالب طوری در نظر بگبرید که زمان تزریق کامل مواد در درون قالب، حداقل ۳ ثانیه کمتر از زمان کرم تایم باشد.
کرم تایم زمان مابین اولین لحظه تزریق (میکس پلی ال و ایزوسیانات) تا زمان آغاز بالا آمدن فوم می باشد. برای کسب اطلاعات بیشتر در این مورد برگه اطلاعات فنی موادرا ببینید.
ایجاد پوسته و حفره برروی فوم سرد دلایل مختلفی از جمله تنظیم نبودن دمای قالب و مواد، تنظیم نبودن فشار میکس، نوع واکس مورد استفاده، تنظیم نبودن نسبت ترکیب پلی ال و ایزوسیانات و … می تواند داشته باشد که باید بررسی شود.
***********************************************
پرسش: (فرازنده) ۹۳/۰۹/۲۶
با سلام و خسته نباشید درخصوص تولید فیلتر هوا در منزل سوال داشتم آیا مواد پلی یورتان و ایزوسیانات به تنهایی یا بصورت ترکیبی مضرر و سمی و سرطان زا هستند یا نه? با توجه به این که من یه بچه ۵ساله تو خانه دارم
ممنون می شوم از پاسخدهی شما
با تشکر
پاسخ ایران پی یو:
بله مواد پلی یورتان پلی ال، ایزوسیانات، مواد شوینده قالب و ابزارآلات، کاتالیست های درون پلی ال برای سلامتی مضر هستند. البته درجه مضر بودن متفاوت است و اینکه سرطان زا هستند یا نه ما اطلاع دقیقی نداریم. ولی تولید محصولات پلی یورتانی در درون منزل اصلا صلاح نیست. مخصوصا اگر فرزند کوچک دارید. این مواد در صورتی که بلع شوند و یا کودک در تماس بلند مدت با بخارات ایزوسیانات و کاتالیست های درون پلی ال قرار بگیرد، خطرناک می باشند. البته اپراتورهای تولید کننده در حالت عادی (تولید در سالن تولید مجزا با تهویه مناسب) می توانند با رعایت موارد ایمنی تولیدی سالم و بدون خطر را داشته باشند. در منزل بخارات این مواد و گازهای ازاد شده هنگام فراین تولید برروی مواد غذایی، حبوبات، ظرف و ظروف و لباس های اهالی منزل خواهد نشست (میان مدت و بلند مدت) شاید اگر گاراژ و یا زیرزمین اختصاصی داشته باشید مناسب تر باشد.
***********************************************
پرسش: (حبیب) ۹۳/۰۹/۲۳
سلام
من دریک کارخانه تولید زیره کفش کارمیکنم میخواهم درموردپلی یورتان این قسم اطلاعات کسب کنم کدام کتاب راتهیه کنم ودرضمن منظورازدانسیته آزاد وخالی دردیتا شیت چیست.ممنون میشم راهنماییم کنین
پاسخ ایران پی یو:
باتشکر از شما، در برگه های اطلاعات فنی (دیتا شیت یا TDS) ارائه شده توسط شرکت تامین کننده مواد اولیه معمولا به دو نوع دانسیته اشاره می گردد.
اول دانسیته آزاد؛ که عبارتست از دانسیته فوم تولید شده در خارج از قالب (همان فوم لیوانی که قبل از تزریق تست می گیرید) این تصویر را ببینید
دوم دانسیته قالب: این نوع دانسیته مرتبط با فوم تزریق شده در درون قالب است، با توجه به فشرده شدن فوم درون قالب قطعا دانسیته قالب بیشتر از دانسیته آزاد خواهد بود. برای کسب اطلاعات بیشتر صفحه “برگه اطلاعات فنی پلی یورتان” را ببینید.
***********************************************
پرسش: (کامران) ۹۳/۰۸/۲۸
عرض ادب و احترام
تشکر میکنم بابت ارائه اطلاعات مفید و مهندسی
من طی تحقیقاتم برای پیدا کردن ۲ ماده که وقتی باهم مخلوط بشن به رنگ شفاف و لاستیکی مانند دربیان ، به سایت شما رسیدم
علی اظاهر پولیون و ایزوسیانات این قابلیت رو دارن ، میشه لطفاً راهنمایی بفرمایید دقیقاً چه نوعی از این ۲ ماده من تهیه کنم که خاصیت شفاف و لاستیکی شدن رو داشته باشن؟
پاسخ ایران پی یو:
نوع پلی یورتان مورد نیاز شما پلی یورتان الاستومری می باشد. جهت کسب اطلاعات فنی و تخصصی ، کتاب: الاستومرهای پلی یورتان؛ از ساختار تا خواص را مطالعه نمایید
***********************************************
پرسش: (فرهاد) ۹۳/۰۸/۲۸
سلام
خسته نباشید. برای رقیق شدن مواد پلی و ایزو در ساخت فیلتر به روش دستی چه کنیم و همچنین تاخیر در خشک شدن سریع
پاسخ ایران پی یو:
افزایش دمای مواد به حدود ۳۰ درجه ساتیگراد موجب کاهش ویسکوزیته (غلظت مواد) خصوصا پلی ال می شود، همچنین با افزایش دمای محیط و قالب های خود به ۳۰ درجه موجب بهبود تاخیر در خشک شدن محصول خواهد شد. مشکل شما کاهش دمای هوا و عدم کنترل دماست
***********************************************
پرسش: (مریم) ۹۳/۰۸/۲۶
با عرض سلام ،خسته نباشیدو سپاس فراوان
لطفا در مورد زمان ژل شدن ،زمان کرم تایم،زمان بالا آمدن و عوامل موثر بر آن ها(در تولید فوم سخت پلی یورتان)بیشتر توضیح دهید.اگر موارد خواسته شده را به آدرس اینجانب ایمیل بفرمایید ممنون میشوم..
پاسخ ایران پی یو:
لطفا برای کسب اطلاعت بیشتر فیلم: محاسبه پارامترهای فرایندی فوم پلی یورتان و مطلب با عنوان اطلاعات فنی را در سایت مطالعه نمایید.
***********************************************
پرسش: (شهبازی) ۹۳/۰۸/۱۲
باسلام
اگر ممکن است پلی یورتانی را به من معرفی کنید که خاصیت کشسانی بالایی داشته باشد و یا بگویید از چه موادی استفاده کنم.
پاسخ ایران پی یو:
برای خاصیت کشسانی بالا، فوم های پلی یورتان میکروسلولار و یا پلی یورتان های الاستومری مورد استفاده قرار می گیرند. البته میزان کشسانی محصول بستگی به نوع و فرمولاسیون پلی یورتان الاستومری مورد استفاده دارد.
***********************************************
پرسش: (ابراهیم پور) ۹۳/۰۷/۱۸
با سلام وتشکر فراوان
در فرایند تولید فوم سرد علت پوسته دادن فوم چیست و ایا به نوع واکس جدا کننده ربطی دارد یا نه و همچنین علت خط افتادن در لبه های قطعه بعد از سرد شدن چیست .
پاسخ ایران پی یو:
وجود پوسته در فوم سرد ممکن است دلایل مختلفی داشته باشد به صورت مختصر به آنها اشاره می کنم.
– اشکال فنی در مواداولیه
– تفاوت دمای بالای مواداولیه با دمای قالب
– نوع واکس جداکننده مورد استفاده
***********************************************
پرسش: (سرابی) ۹۳/۰۷/۱۷
آیا ایزو سیانات و پلی ال ریجید تاریخ گذشته با هم واکنش می دهند و سخت می شوند ؟
پاسخ ایران پی یو:
ابتدا باید مشخص شود که چه مقدار از تاریخ مصرف ان ها گذشته است. اما اگر شرایط نگهداری مناسب باشد. دمای بین ۱۵ تا ۲۸ درجه سانتیگراد و مواد در معرض رطوبت و آلودگی نباشند، احتمال واکنش پس از گذشت تاریخ مصرف هم وجود دارد البته توجه فرمایید که احتمالا نسبت ترکیب مواد جابجا شده و از کیفیت فوم نهایی تولید شده هم کاسته خواهد گردید.
***********************************************
پرسش: (محمودی) ۹۳/۰۷/۰۵
با سلام در وهله اول تشکر می کنم از اطلاعات مفید و تلاشتان برای پیشرفت تولید و صنعت کشور
من میخواهم با فوم سخت قطعات دکوراتیو تولید کنم و میخواهم کیفیت سطح تولید شده بالا باشد به بیانی دیگر سطوح صافی قابل انتظار بنده میباشد
فرمولاسیون پلی ال و ایزوسیانات MDI و دانسیته مواد چقدر باید باشد؟
دمای محیط و قالب چقدر باید باشد؟
آیا عوامل دیگری نیز هست تاثیر زیادی در کیفیت محصول داشته باشد؟
پاسخ ایران پی یو:
ضمن تشکر از لطف شما
شما باید از فوم ریجید دانسیته بالا (فوم چوب) استفاده نمایید. کیفیت سطح محصول تولید شده بستگی به عوامل متعددی دارد. اگر کیفیت و سلول بندی مواداولیه مورد استفاده شما مطلوب باشد، کیفیت سطح قالب، دمای قالب و کیفیت واکس جداکننده فوم از قالب بستگی دارد.
معمولا درمای قالب را فی مابین ۴۰ تا ۵۰ درجه سانتیگراد تنظیم می کنند (البته در قالب های فلزی)
***********************************************
پرسش: (شاجری) ۹۳/۰۷/۰۲
با سلام و احترام
یک سوال کلی دارم فومهای پلی اورتان به سه دسته نرم،نیمه سخت،سخت تقسیم میشوند. پس دسته بندی فوم سرد و گرم چی هستش؟ یا دسته بندی فوم سلول بسته و باز چطوریه؟ من میخواستم اگه امکانش باشه یک چارتی از دسته بندی فوم داشته باشم.ممنون میشم اگه راهنمایی کنید.
پاسخ ایران پی یو:
فوم های پلی یورتان از ابعاد مختلف دسته بندی می شوند که برخی را به اختصار شرح می دهیم.
تقسیم بندی از نظر نرمی و سختی:
فوم پلی یورتان نرم – فوم پلی یورتان نیمه سخت – فوم پلی یورتان سخت
تقسیم بندی از نظر باز یا بسته بودن ساختار سلولی:
فوم پلی یورتان سلول باز – فوم پلی یورتان سلول بسته
تقسیم بندی از نظر روش تولید فوم و نوع ایزوسیانات مورد استفاده:
فوم سرد پلی یورتان (استفاده از ایزوسیانات MDI) – فوم گرم پلی یورتان (استفاده از ایزوسیانات TDI)
البته انواع تقسیم بندی های دیگر هم وجود دارد که در این مختصر نمی توان به همه ان ها پرداخت، ولی برای روشن تر شدن موضوع لطفا به موارد زیر توجه نمایید.
– اغلب فوم های نرم سلول باز می باشند و بلعکس هرچه نسبت سلول های بسته به سلول های باز بیشتر باشد فوم سخت تر خواهد شد
– فوم های نرم پلی یورتان (سلول باز) بسته به روش تولید و نوع ایزوسیانات استفاده شده در تولید آن ها به فوم گرم و فوم سرد تقسیم بندی می شوند.
– اغلب فوم های نرم برای مصارف خانگی . مبلمان، اغلب فوم های نیمه سخت برای مصارف ضربه گیری و اغلب فوم های سخت برای مصارف عایق کاری مورد استفاده قرار می گیرند.
***********************************************
پرسش: (طائری) ۹۳/۰۶/۳۱
با سلام
برای تولید سفال دیواری عایق حرارت
میشه فوم پلی استایرن یا پلی یورتان در حفره هاش تزریق بشه؟
قیمت تمام شده دستگاه و مواد مصرفی چقدره؟
پاسخ ایران پی یو:
برای تولید سفال دیواری با هسته فوم پلی یورتان به عنوان عایق حرارتی بهتر است از فوم های سرعت پایین پانلی پلی یورتان استفاده نمایید.
***********************************************
پرسش: (حسن) ۹۳/۰۶/۱۷
با سلام
یک ،دستگاه تزریق فوم فشار ضعیف برای تولید فریزر دارم که این دستگاه را خودم ساخته ام ولی متاسفانه کاسه نمد پمپ ایزوسیونات بعد ۸ ماه کارکرد خراب شده و باعث خشک شدن مواد ایزو داخل پمپ شده و درنتیجه پمپ گیر پاژ میکند. لذا مجبور هستم پمپ دیگری جاگزین کنم .لطفاً راهنمایی کنید چه پمپی مناسب این کار می باشد.
پاسخ ایران پی یو:
ایزوسیانات خاصیت خورندگی و چسبندگی بالایی دارد. به همین منظور شما باید از پمپ های استیل (اصل) استفاده نمایید.
همچنین بهتر است در هنگام عدم استفاده از دستگاه ایزوسیانات موجود در تانک ها را تخلیه نموده و روغن DOP را جایگزین نمایید تا مانع از خشک شدن ایزوسیانات در درون مخزن، مجاری و پمپ ها شود.
***********************************************
پرسش: (ابراهیم پور) ۹۳/۰۶/۱۶
با احترام و تشکر فراوان جهت مطالب ارزندتون
ایا در فرایند تولید فوم سرد میبایست مواد یکنواخت در سطح قالب ریخته شود . برای سفت تر شدن فوم تولید شده جه کار باید بکنم. و همجنین ممنون میشم راهنمایی بفرمایید برای تولید فوم سرد مبلمان منزل از چه نوع پلی باید استفاده بکنم. با تشکر
پاسخ ایران پی یو:
تزریق یکنواخت مواد در درون قالب موجب تولید فوم با کیفیت تری خواهد شد. اما در قطعات کوچک تزریق در مرکز قالب کفایت می کند و تزریق پراکنده در همه نقاط قالب بیشتر برای قطعات بزرگتر استفاده می شود.
برای سفت تر شدن فوم با افزایش ۵-۱۰ درصدی نسبت وزنی ایزوسیانات به پلی ال، محصول سفت تری را بدست خواهید آورد. (البته بستگی به نوع مواد اولیه شما دارد)
برای تولید فوم سرد از پلی ال فلکسیبل و ایزو MDI استفاده می شود.
***********************************************
پرسش: (عباسی) ۹۳/۰۶/۱۶
با سلام ممنونم از سایت خوبتون
در تولید فوم سرد مبلمان علت سرعت پایین برگشت پذیری قطعه به حالت اولیه خود در اعمال فشار زیاد چیست؟
همچنین برخی محصولات بازار پوسته روی محصول حالت بافت پارچه داره و شامل روزنه های ریز ولی برخی دیگر پوسته حالت نایلونی و بدون روزنه دلیل چیست؟
همچنین میزان سفتی محصول با چه پارامترهایی کنترل میشود؟
پاسخ ایران پی یو:
برگشت پذیری فوم سرد نهایی تولید شده به پارامترهای مختلفی ممکن است بستگی داشته یاشد که برخی از آن ها عبارتند از: نوع و کیفیت مواداولیه ارائه شده از سوی تامین کننده پلی ال و ایزوسیانات، دمای مواد اولیه و قالب هنگام تولید فوم سرد، دانسیته فوم سرد تولید شده و وزن تزریقی مواد در قالب
اما سطح فوم سرد تولید شده علاوه بر کیفیت مواداولیه ارائه شده توسط تامین کممده مواد به واکس جداکننده مورد استفاده برای جدایش فوم از قالب نیز بستگی دارد. موفق باشید
***********************************************
پرسش: (ولیزاده) ۹۳/۰۵/۲۵
من میخواستم پلی اورتان هایی که برای روکش غلطک های چاپ به کار می روند رو تولید کنم . میشه راهنماییم کنید؟ از چه مواد اولیه ای و در چه شرایطی باید استفاده کنم …؟ خیلی ممنون
پاسخ ایران پی یو:
روکش های غلطک های چاپ از انواع پلی یورتان های الاستومری می باشند. منظورتان را از تولید این مواد متوجه نشدم. البته اگر می خواهید فرمولاسیون پلی ال و ایزوسیانات این مواد را بدانید بهتر است به کتاب الاستومرهای پلی یورتانی نوشته Cristina Prisacariu مراجعه نمایید. اما در رابطه با تولید قطعه از این محصول باید به اطلاع برسانم که قطعات تولید شده از الاستومرهای پلی یورتانی باید در دستگاه های دارای مکنده خلاء تولید می شوند تا در میان قطعه تولید شده حباب هوا نماند.
***********************************************
پرسش: (احمد رضا)
سلام. من دنبال یک مدل و مارک مناسب برای اندازه گیری ویسکوزیته پلی ال و ایزوسیانات هستم لطفا راهنمائی فرمائید. رنج ویسکوزیته mpa.s 5000-1
پاسخ ایران پی یو:
با سلام شما می توانید از انواع ویسکومتر های دستی و دیجیتال به این منظور استفاده نمایید که بهترین ان ها یسکومتر Revolutionary, Brookfield و Cannon می باشند.
همچنین باید دقت فرمایید که طبق یکی از استانداردهای ASTM و یا DIN تست اندازه گیری ویسکوزیته را انجا دهید. البته موسسات و ازمایشگاه هایی هستند که این تست ها را انجام می دهند و نیازی به تهیه دستگاه های پرهزینه اندازه گیری ویسکوزیته نیست.
***********************************************
پرسش: (امید)
سلام من کارم مجسمه سازی با رزین پلی استر هست میتونم از فوم چوب برای تولید مجسمه هام استفاده کنم و این مواد رو میشه بصورت دستی بدون دستگاه استفاده کرد در ضمن جنس قالب هام از سلیکون و pvc هست و پشت قالب هام از جنس فایبر یا گچ و سیمانه
با تشکر
پاسخ ایران پی یو:
بله احتمالا بتوانید از فوم چوب در بخشی از کارهای خود استفاده کنید. البته به این منظور باید دانسیته و خواص فیزیکی و مکانیکی محصول را مورد نظر قرار دهید. بهترین کار استفاده آزمایشی و تجربه عملی می باشد. انشالله که موفق شوید.
خوشحال می شویم نتایج آزمایش و تجربه خود را با مخاطبان سایت ایران پی یو در میان بگذارید.
***********************************************
پرسش: (داود رفیعی)
با سلام و عرض خسته نباشید. سوال بنده این است که پس از آنکه فوم سرد تولید شده توسط غلطک گاز آن گرفته شد، چند ساعت بایستی بماند تا قابل استفده شود.؟ آیا میتوان جهت خنک کردن فوم از تونل های خنک کننده استفاده کرد؟
پاسخ ایران پی یو:
در بیشتر مواقع، حدود ۹۷ درصد فرآیند تشکیل پیوندهای شیمیایی در جریان تولید فوم پلی یورتان در همان زمان قالبگیری فوم به پایان می رسد و ۳ درصد الباقی پس از خروج از قالب انجام می شود. ولی استاندارد عرفی که وجود دارد این است که محصولات تولید شده از فوم پلی یورتان را قبل از گذشت ۲۴ ساعت از زمان تولید آن ها به مشتری ارسال نکنند.
خنک کاری سریع فوم پس از تولید نیز توصیه نمی شود. زیرا همانگونه که می دانید فوم های پلی یورتان خود نوعی عایق حرارتی نیز می باشند و تجمع گرمای فرایند تولید فوم در درون آن ها اگر با دمای سرد بیرونی حاصل از خنک کاری توام گردد امکان شرینک و جمع شدگی در برخی از فوم ها را به وجود می آورد.
***********************************************
پرسش: (فائزه)
باسلام.در خط تولید فوم سرد(فوم مورد استفاده در تولید صندلی) بخارات و گازهای شیمیایی تولید میشود که هم موجب ناراحتی اپراتور شده و هم برای سلامتی افراد مضر است.میتونید منو راهنمایی کنید که از چه روشی برای خارج کردن این بخارات میتوان استفاده کرد؟
با تشکر
پاسخ ایران پی یو:
همانگونه که مطلع هستید تولید فوم همراه با تولید گاز می باشد که حرکت این گاز در میان ماده فوم پلی یورتان موجب ایجاد ساختار سلول باز فوم سرد می شود. تجربه نشان داده است که گاز تولید شده در فرایند تولید فوم سرد آنقدر آزار دهنده و محرک نیست که موجب اختلال در فرایند تولید گردد. ولی به هر حال استفاده از موارد ایمنی توصیه می شود. در ذیل مواردی را برای کنترل مجدد تقدیم می کنیم.
– اطمینان یابید که ایزوسیانات شما از نوع MDI با خلوص ۱۰۰ درصد می باشد و هیچ مقداری از نوع TDI در آن مخلوط نمی باشد. (ایزوسیانات TDI به دلیل وجود تولوئن در ساختارش، موجب حساسیت و تحریک تنفسی و پوستی می شود.
– اگر از واکس جداکننده حلالی استفاده می کنید ان را بجای حالت اسپری با روش فرچه ای استفاده کرده و حدالامکان با واکس پایه اب جایگزین نمایید.
– در کارگاه محل تولید سیستم تهویه مناسب بکار برده شود.
– ممکن است اپراتور به دلیل مشکلات تنفسی یا حساسیت های قبلی قادر به تحمل فضای تولید نباشد، حضور افراد دیگر را نیز تست نمایید.
***********************************************
پرسش: (محمد رضا)
با سلام چه مدت پس از خارج کردن فوم ازقالب میتوان آن را از زیر غلطک ردکرد وآیا این کار لازم است واینکه فوم پس از خروج ازقالب چه مدت زمان لازم داردتا به کیفیت نهائی برسد متشکرم
پاسخ ایران پی یو:
احتمالا سوال شما مربوط به تولید فوم سرد می شود، در فوم های سرد با توجه سلول باز بودن فوم ها و حبس شدن مقادیری گاز در درون فوم در ضمن فرایند تولید فوم، نیاز است که شبکه هواگیری درون قطعه فوم سرد شکل نهایی خود را جهت عبور هوا هنگام فشرده شدن دبصورت کامل تشکیل گردد. به همین منظور از طریق فشردگی فیزیکی (غلطک کردن، فشار فیزیکی با جسم خارجی، فشردگی تحت خلاء و یا دمیدن هوا به درون فوم) این شبکه را ایجاد می کنند. این کار معمولا ۲ تا ۵ دقیقه بعد از تولید قطعه از فوم سرد انجام می شود. از مزیت های این روش جلو گیری از جمع شدگی و فروکشیدن قطعه بعد از تولید می باشد.
***********************************************
پرسش: (محمد رضا)
سلام خسته نباشید علت پوسه شدن روی فوم چیست وقالب فوم مبلی ۶۰*۶۰چند سوراخ خروج هوا نیاز دارد ودر جه قسمتهائی ازقالب ودرصد پلی وایزو دربهترین حالت چقدر میباشد با تشکر از راهنمائی شما
پاسخ ایران پی یو:
علت پوسته ایجاد شده برروی قطعات فوم سرد به دلایل مختلفی می تواند باشد که برخی از ان ها عبارتند از: دمای بالا یا پایین قالب، دمای بالا یا پایین مواد هنگام تزریق، نوع واکس جداکننده مورد استفاده، و خاصیت ذاتی مواد پلی ال و ایزوسیانات مورد استفاده
بهتر است در ابتدا با تنظیم دمای مواد برروی ۲۳-۲۷ درجه سانتیگراد و دمای قالب بر روی ۴۵-۵۰ سانتیگراد به آزمایش میزان پوسته دهی فوم سرد بپردازید.
تعداد سوراخ های قالب بستگی به نوع و اندازه قالب دارد، ولی بطور معمول سوراخ های هواگیری قالب در دورترین مکان نسبت به مرکز تزریق مواد درون قالب تعبیه می شود.
***********************************************
پرسش: (علی)
با سلام و تشکر از شما که مطالب خوبی را برای ما بازدید کنندگان به اشتراک میگذارید
سوال من اینه که چگونه میتوان سرعت واکنش ترکیب پلی اورتان و ایزوسیانات را کاهش داد یا به عبارتی زودتر تبدیل به فوم نشود
پاسخ ایران پی یو:
***********************************************
پرسش: (زراعتگر)
من دستگاه پاشش فوم دارم و برای پوشش روی کانالهای تولیدی خودم استفاده میکنم و در سایت شما اطلاعاتی در مورد دستگاه و مواد پاشش وجود نداشت . اگر براتون مقدور بود اطلاعاتی هم در مورد گان و پمپها و … اضافه بفرمایید
با سپاس فراوان
پاسخ ایران پی یو:
بخش اول مقاله ای با عنوان دستگاه اسپری فوم پلی یورتان در سایت قرارداده شد. در ادامه این بخش از مقالات به مبحث گان های دستگاه های پاششی خواهیم پرداخت
***********************************************
پرسش: (محمد)
سلام آیا از فوم هایی که به صورت اسپری هستند می توان در آکواریوم ها استفاده کرد و سمیتی برای ماهیان و گیاهان ندارد.
پاسخ ایران پی یو:
***********************************************
اخبار
- بلیط هواپیما و مزایای خرید اینترنتی آن
- شرکت ۲۵ کشور در نمایشگاه بین المللی ایران پلاست
- همکاری ایران پی یو با نمایشگاه پلی یورتان ترکیه
- تولید پلی یورتان بدون ایزوسیانات
- استفاده از برچسب پلی یورتان برای مبارزه با جعل
- دو کاربرد جدید از مموری فوم پلی یورتان
- انقلابی در قالب گیری پلی یورتان های صنعت کفش
مقالات
- خواص فیزیکی فوم سخت پلی یورتان ( فوم ریجید)
- افزایش مقاومت به آتش فوم پلی یورتان با مواد کندسوز
- اندازه گیری خواص فیزیکی فوم صندلی پلی یورتان
- سوالات متداول مواد جداکننده قالب در صنعت پلی یورتان
- پاسخ به سوالات متداول اجرای فوم پاششی پلی یورتان
- مقایسه پوشش کفپوش پلی یورتان با اپوکسی
- آشنایی با مشخصات و کاربردهای فوم ریباند پلی یورتان