






ماشین آلات ( دستگاه تزریق پلی یورتان )
فناوری تولید قطعات پلی یورتانی (دستگاه تزریق پلی یورتان)
بر خلاف تولید کامل قطعات و یا محصولات نیمه تمام توسط وسایل فیزیکی، اولین مرحله در تولید پلی یورتان شامل یک واکنش شیمیایی می باشد که در این مرحله از تولید رخ می دهد. تجهیزات تولید با ضریب اطمینان بالایی برای به انجام رساندن این مرحله مهم در دسترس می باشد. شروع می کنیم از تکنولوژی دستگاه تزریق پلی یورتان فشار پایین و فشار بالا، این مقاله به صورت خلاصه در مورد لوازم استفاده شده مورد نیاز این دستگاه بحث می کند. روش های متعدد بسیاری در تکنولوژی این سیستم به صورت پیوسته یا ناپیوسته طبقه بندی شده اند.

نمونه ای از دستگاه های تزریق فشار پایین و فشاربالای قطعات پلی یورتانی
تولید کنندگان فوم های پلی یورتان معمولا یک محصول مایع مانند پلی ال ها یا پلی ایزوسیانت ها یا مواد دارای فرمول های مشخص دیگری را دریافت می کنند. سپس آنها را طی واکنش های شیمیایی به فوم های پلی یورتانی یا سایر محصولات پلی یورتانی تبدیل می کنند. فرایندها بر روی پلی ال ها و پلی ایزو سیانت ها و مواد افزودنی که مطابق دستورالعمل خاص ترکیب و گنجانده شده است انجام می گیرد.
این تکنولوژی و دستگاه های آن در ابتدا توسط کمپانی بایر در شهر لورکوزن آلمان توسعه داده شد. پس از آن بسیاری از شرکت ها دستگاه هایی را برای برنامه های کاربردی مهم طراحی کردند که بر اساس شیمی پلی یورتان پایه گذاری شده اند.
فرایند واکنش اختلاطی فوم شدن پلی یورتان، واکنش قالب گیری تزریقی (RIM) نامیده می شود. با بکاربردن این فرایند، هم فوم با پوسته متراکم (فوم پوسته اینتگرال) و جدا نشدنی و هم فوم های متخلل که دارای تخلخل بسیار ریز هستند و تقربیا جامد می باشند را می توان در یک زمان بسیار کوتاه تولید کرد. اصطلاح واکنش قالب گیری تزریقی تقویت شده به فرایند تولید هنگامی که دانه های ریز، تکه های کوچک و یا فیبر جهت اصلاح خواص پلی یورتان اضافه می شود گفته می شود که در اصطلاح کامپوزیت های پلی یورتانی هم نامیده می شوند.
تکنولوژی اندازه گیری و اختلاط
دو جزء اولیه و اصلی (پلی ال و پلی ایزوسیانات) از تانک های تغدیه به ظروف کاری که مخازن تغذیه ( مخازن روز) نامیده می شوند انتقال می یابند. در اغلب موارد در سیستم های فرایند تولید دو جزء، تمام مواد افزودنی مانند فعال کننده ها، تثبیت کننده ها، مواد مقاوم در برابر شعله، رنگدانه ها و مانند آنها که جهت انجام واکنش ضروری می باشند در دو جزء اصلی (بیشتر در جزء پلی ال) موجود است. گرچه این امکان وجود دارد که ایستگاه های اختلاطی وجود داشته باشد که مواد افزودنی را به طور مستقیم به خطوط متصل به پمپ های اندازه گیری تزریق کند . پمپ های اندازه گیری اجزاء و مواد را از تانک های تزریق با نسبت های دقیق به کلگی اختلاط منتقل می کند. این مخلوط سپس از کلگی اختلاط به هر دو قالب باز و یا توسط یک سیستم رونده به حفره ها یا سوراخ های قالب بسته روانه می شود. هنگامی که زمان واکنش سپری شد قطعه پایانی قالب گیری تولید شده و یا محصولات نیمه تمام تکمیل شده اند.
دستگاه های تزریق فشار پایین قطعات پلی یورتانی
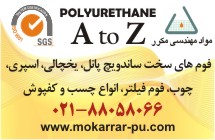
شکل ۱ چرخه دوباره اجزاء را نشان می دهد. دریچه های کنترل، تزریق همزمان اجزاء را به همزن مجهز به محفظه اختلاط، تضمین می کند. پس از پر کردن کامل، تمامی مخلوط های باقی مانده بایستی از محفظه اختلاط توسط هوای فشرده و یا با فشار ریختن آب (در ایران بیشتر از محلول متیلن کلراید برای شستشو دستگاه های تزریق فشار پایین پلی یورتان استفاده می شود) تمیز شوند. سیستم های فوم پلی یورتانی که واکنش پذیری کمی دارند می توانند در فشار اتمسفر در قالب های باز تولید شوند. برای این منظور دستگاه های کم فشار ساده و نیرومند هنوز دارای اهمیت علمی می باشند و با دقت کافی عمل می کنند. در سال های اخیر سیستم های اندازه گیری فشار پایین کوچک که قطعاتی به کوچکی نیم گرم در شرایط ناپیوسته تولید می کنند به بازار معرفی شده است.
شکل ۱) نمایی از دستگاه های فشار پایین (a: مخزن تغذیه ، b: پمپ های اندازه گیری، c: موتور مبدل فرکانس، d: وسایل کنترل e: همزن مجهز به محفظه اختلاط M: موتور محرک
دستگاه های تزریق فشار بالا قطعات پلی یورتانی
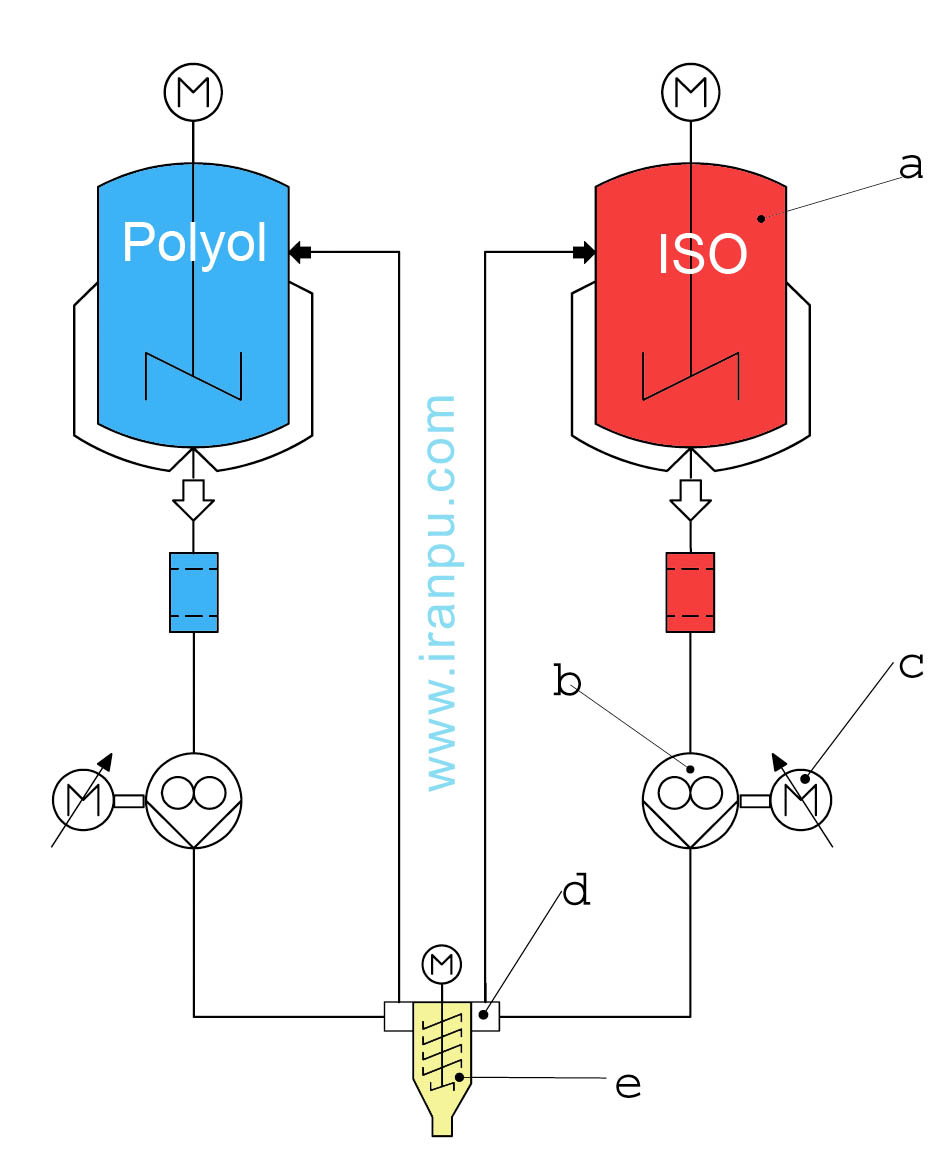
سیستم های چرخشی روش کار کردن دستگاه های فشار بالا را برای سال های زیادی بیان می کند. قبل از چرخه اختلاط و پر کردن، اجزاء و مواد در یک مقدار مشخص در فشار مورد نیاز برای تزریق به گردش در می آید. به طور قطع اجزاء کنترل حرکت از حالت چرخشی به حالت تزریق تغییر کرده و سپس به حالت چرخشی با فشار بالا در کلگی اختلاط بر می گردند. مخلوط حاصل از واکنش که در کلگی اختلاط بعد از پر کردن قالب باقی می ماند توسط سیستم هوای فشرده و یا پیستون تمیز کننده، پاکسازی می گردد.
شکل ۲) نمایی از دستگاه های با فشار بالا همراه با سیستم چرخشی (a: مخزن تغذیه ، b: پمپ های اندازه گیری، c: کلگی اختلاط، d: شیر اطمینان e: گلویی چرخش f: شیر چرخشی فشار پایین g: فیلتر h: نیروی محرکه آب جهت کلگی اختلاط M: موتور محرک
در دستگاه های با فشار بالای مدرن، جریان با فشار پایین جهت همگن و یکسان سازی، کنترل دما و خالی کردن تمام خطوط، میسر می باشد.
این امر این امکان را فراهم می کند که دمای اندازه گیری کل و دمای سیستم چرخشی، تحت شرایط مطلوب از لحاظ انرژی در طی زمان توقف کار، تثبیت شود و همچنین از تهنشینی مواد پرکننده جلوگیری می کند.
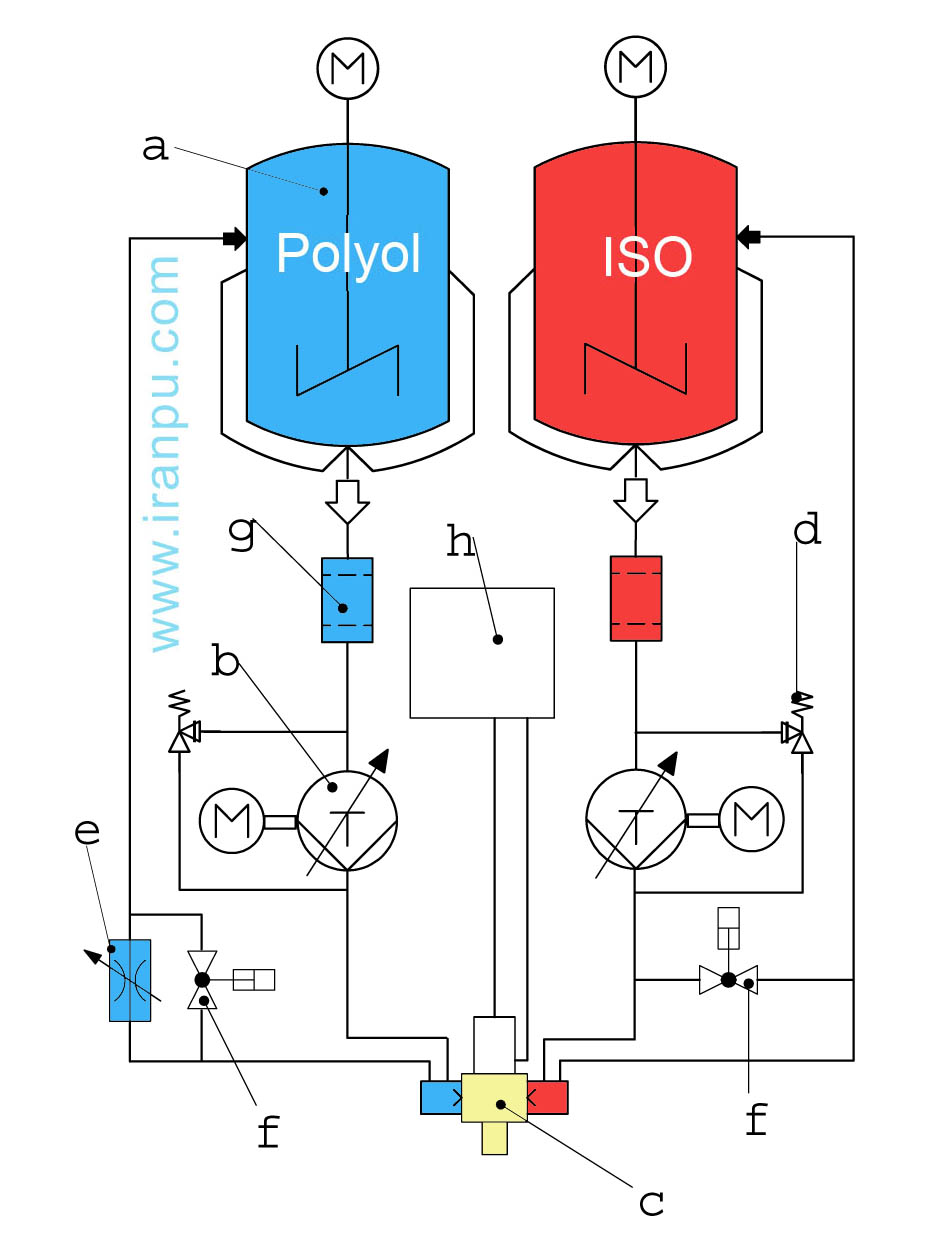
مواد اولیه آورده شده و در تانک های تغذیه نگهداری می شوند. (شکل ۳) که این امر تحت شرایط با کنترل دمای دقیق می باشد. هر نوسان دمایی، مخصوصا در پلی ال ها باعث تغییر در چگالی می گردد که به نوبه خود موجب ایجاد مشکل در فرایند بعدی می شود. به همین علت تانک های تغذیه دارای دیواره ۲ جداره می باشند.
شکل ۳) نمایی از کنترل دما در تانک تغذیه (a: تانک تغذیه b: دیوار ۲ جداره c: واحد سرمایش یا گرمایش d: پمپ e: شیرهای با دبی زیاد f: خط تامین پمپ های اندازه گیری g: خط برگشت h: خط یدکی از تانک تغذیه I: صفحه مبدل گرما M: موتور محرک)
از آنجاییکه تبادل گرمایی بین دیواره تانک و محتویات تانک، ملایم و تحت شرایط جریان آرام در تانک تغذیه می باشد، همزن ( وغالبا مدار کنترل دمای خاص) دمای مطلوب را جهت فرایند به طور دقیق تضمین می کند. پمپ های اندازه گیری از تانک های تغذیه تامین می گردند با توجه به این طرز تفکر، مخازن تغذیه عموما به صورت مخازن تحت فشار طراحی می گردند. (که معمولا توسط هوای خشک فشرده در بالای مایع درون تانک فراهم می گردد.) بنابراین اجزاء تحت یک فشار معین به درون پمپ های اندازه گیری جریان می یابند.
توزین (وزن کشی) اجزاء در ماشین های تزریق پلی یورتان
توزین (وزن کشی) اجزاء بایستی در نسبت مناسب بایستی تکرار شود و درجه بالایی از دقت رخ دهد. پمپ های با دقت بالا بایستی در دستگاه هایی که با فشار بالا و فشار پایین کار می کنند بکار گرفته شوند. انواع مختلفی از پمپ ها برای استفاده یافت می شوند ولی تعداد کمی از آنها از نمونه مورد بحث پیروی می کند.
پمپ های دنده ای خارجی جهت بکار بردن در دستگاه های فشار پایین ترجیح داده می شوند. هنگامی که این پمپ ها استفاده می شوند بایستی به تلفات حاصل از نشت که موجب کاهش چگالی و افزایش فشار برگشتی می شود توجه شود. به علاوه هنگامی که به عنوان پمپ های سنجش و اندازه گیری استفاده می شوند آنها (همراه با پمپ های پیچشی) به عنوان پمپ های چرخشی استفاده می شوند. برای نرخ های توزیع ۱۲ تا ۱۵۰ لیتر در دقیقه پمپ های پیستونی محوری کم صدا و بدون شیر استفاده می شوند.
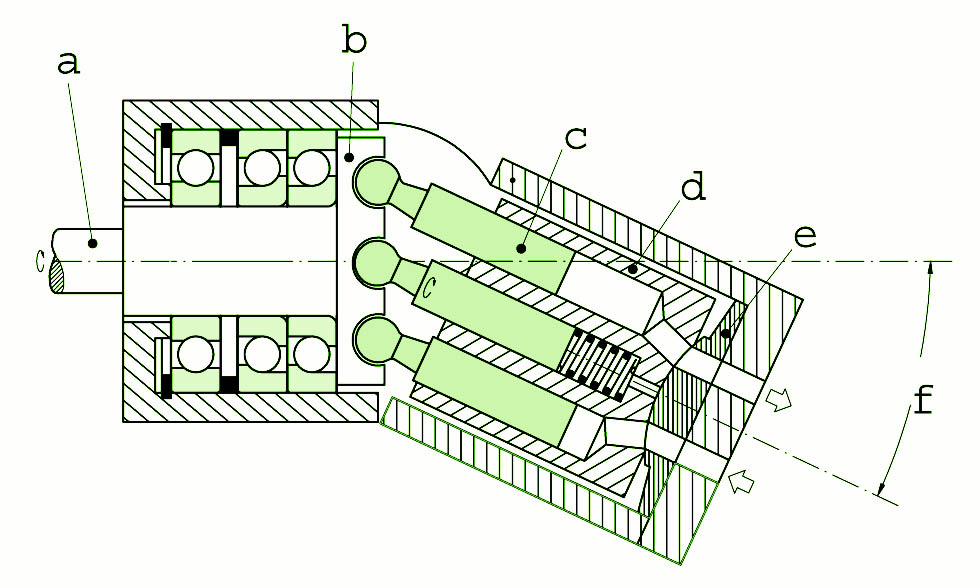
شکل ۴) پمپ پیستونی محوری (a: محور (میله) محرک b: صفحه محرک c: پیستون d: ظرف استوانه ای شکل (بشکه) e: صفحه کنترل f: زاویه تنظیم
مهمترین محدودیت پمپ های پیستونی محوری، گاهی ویسکوزیته بالای مایعی است که در فرایند به کار می رود به علاوه اینکه هیچ ماده ساینده ای نمی تواند در مایع پرکننده وجود داشته باشد. به همین دلیل وسایل اندازه گیری از نوع سیلندری (که پمپ های پلانجری یا رفت و برگشتی نامیده می شود.) برای فرایند RIM ترجیح داده می شود.
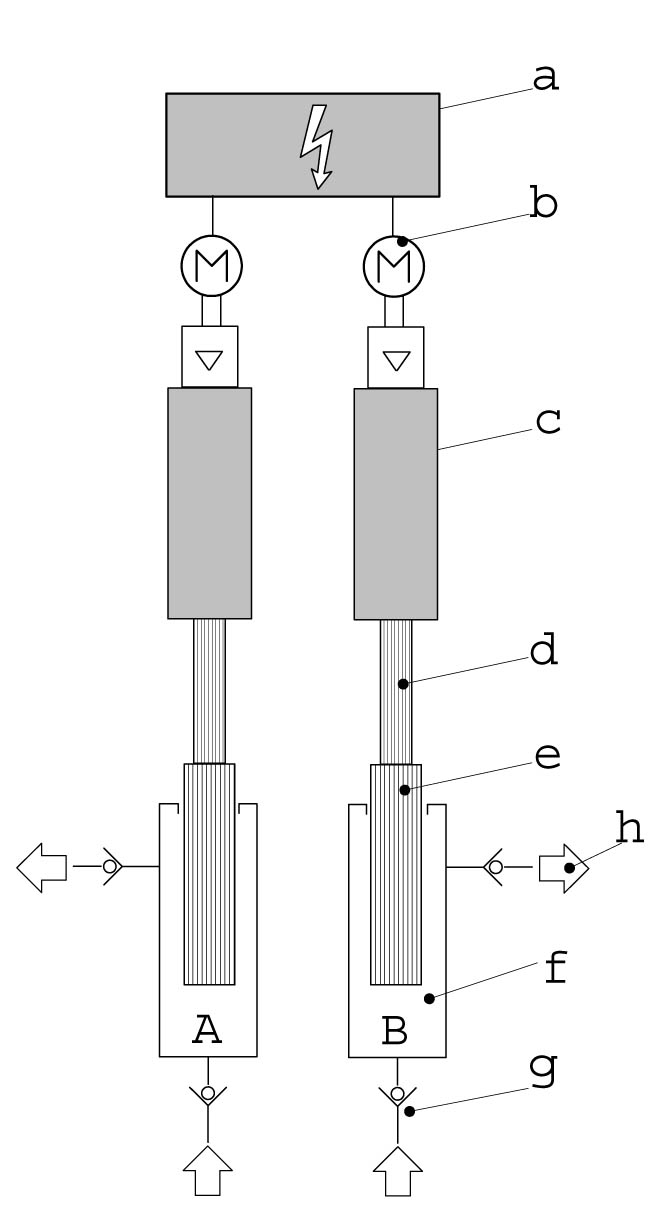
شکل ۵) سیستم توزین در پمپ های هیدرولیک مجزا a:واحد کنترل الکترونیک b:استپر موتور c: تقویت کننده خطی های هیدرولیکی با پیستون سیلندر هیدرولیک d: میله پیستون هیدرولیک e: پیستون های اندازه گیری f: سیلندرهای اندازه گیری g: شیر قطع خط مکش h: شیر قطع خط فشار
پمپ های تک زمانه می توانند توسط موتورهای پله ای ، تقویت کننده خطی جریان یا وسایل هیدرولیکی- الکتریکی ( شکل ۵) به حرکت درآیند. در سال های اخیر بازار شروع به ارائه پمپ های الکتریکی پلانجری (رفت و برگشتی) کرده است.
* دستگاه های تزریق پلی یورتان انواع بسیار زیادی دادند که در این مختصر به معرفی دو نوع از این دستگاه ها پرداختیم. * IranPU آماده دریافت اطلاعات و مطالب شما در زمینه های مرتبط علمی، فنی و تجاری می باشد.اخبار
- بلیط هواپیما و مزایای خرید اینترنتی آن
- شرکت ۲۵ کشور در نمایشگاه بین المللی ایران پلاست
- همکاری ایران پی یو با نمایشگاه پلی یورتان ترکیه
- تولید پلی یورتان بدون ایزوسیانات
- استفاده از برچسب پلی یورتان برای مبارزه با جعل
- دو کاربرد جدید از مموری فوم پلی یورتان
- انقلابی در قالب گیری پلی یورتان های صنعت کفش
مقالات
- خواص فیزیکی فوم سخت پلی یورتان ( فوم ریجید)
- افزایش مقاومت به آتش فوم پلی یورتان با مواد کندسوز
- اندازه گیری خواص فیزیکی فوم صندلی پلی یورتان
- سوالات متداول مواد جداکننده قالب در صنعت پلی یورتان
- پاسخ به سوالات متداول اجرای فوم پاششی پلی یورتان
- مقایسه پوشش کفپوش پلی یورتان با اپوکسی
- آشنایی با مشخصات و کاربردهای فوم ریباند پلی یورتان